DFM for CNC Machining: 10 Design Rules to Reduce Cost and Lead Time
DFM for CNC machining is a critical step when designing parts for manufacturing. A component may look perfect in CAD, but if machining constraints are ignored it can quickly become expensive or slow to produce. Applying proper DFM principles early helps engineers reduce machining time, tooling cost, and production risk.
Design for Manufacturing focuses on optimizing geometry so parts are easier and faster to machine. By understanding how CNC tools operate and what machinists need, engineers can dramatically reduce production costs while improving part quality.
Below are 10 practical DFM rules for CNC machining that help reduce cost and lead time in real-world manufacturing.
Why DFM for CNC Machining Matters
DFM for CNC machining ensures that a design is compatible with real manufacturing processes. Ignoring these principles often leads to unnecessary complexity, longer machining times, and higher production costs.
Engineers who apply DFM early in the design stage reduce the number of machining operations, simplify toolpaths, and improve overall manufacturability.
1. Avoid Tight Tolerances Unless Necessary
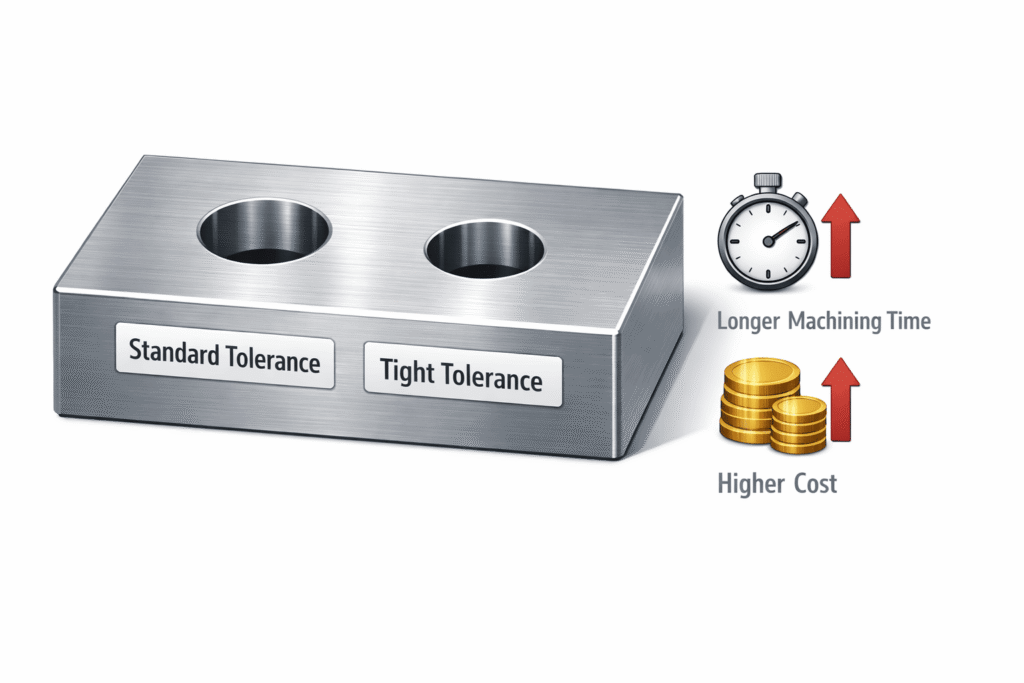
Tight tolerances significantly increase machining time, inspection effort, and scrap risk. Many designs specify tolerances that are far tighter than required for the part’s function.
Best practices
- Use standard tolerances whenever possible, such as ±0.1 mm instead of ±0.01 mm
- Apply tight tolerances only to functional interfaces or mating parts
- Avoid tight tolerances on cosmetic surfaces
Reducing unnecessary precision often lowers machining cost dramatically.
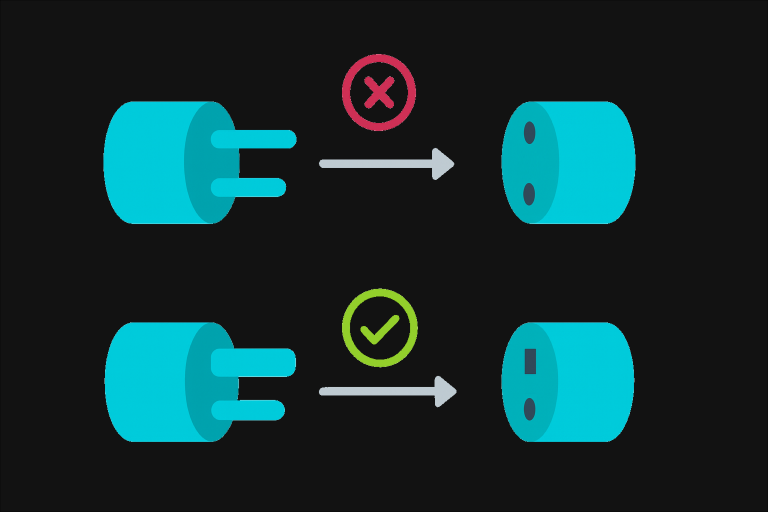
2. Use Standard Hole Sizes
Non-standard hole diameters require special tools or interpolation, which increases machining time.
Best practices
- Design holes using standard drill sizes
- Match hole diameters to common fasteners when possible
- Avoid arbitrary decimal hole values
Standard holes allow machinists to use common tooling and speed up production.
3. Minimize Deep Pockets
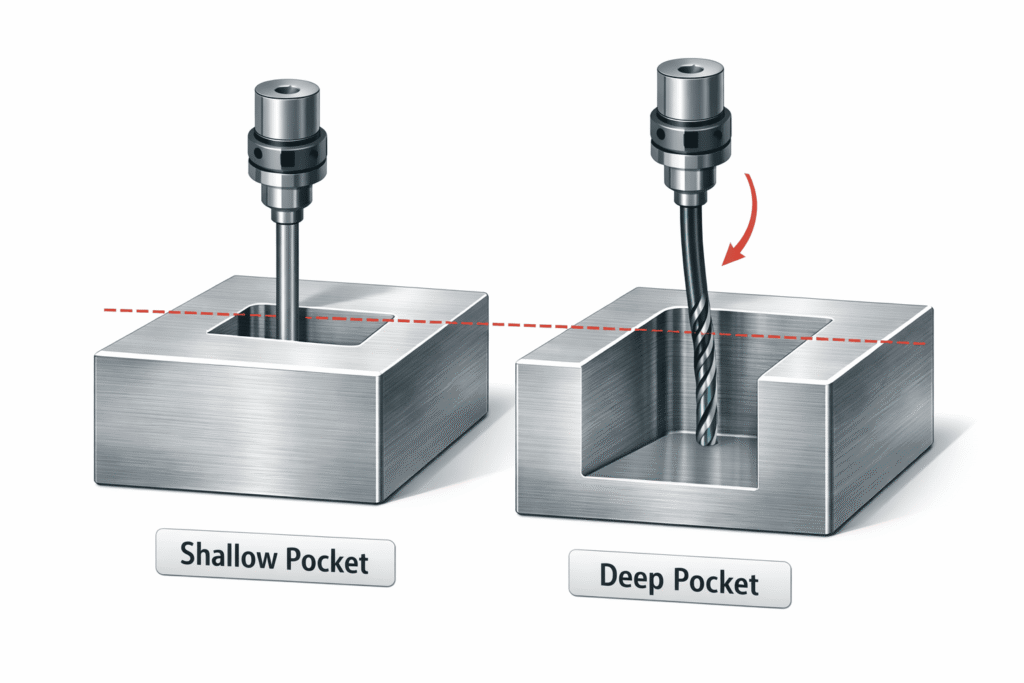
Deep pockets require long cutting tools. Long tools are less rigid and create vibration, deflection, and slower machining speeds.
Best practices
- Keep pocket depth within 3–4× the tool diameter
- Avoid unnecessarily deep cavities
- Consider redesigning the geometry if deep pockets are unavoidable
Reducing pocket depth improves both machining speed and surface finish.
4. Use Generous Internal Corner Radii
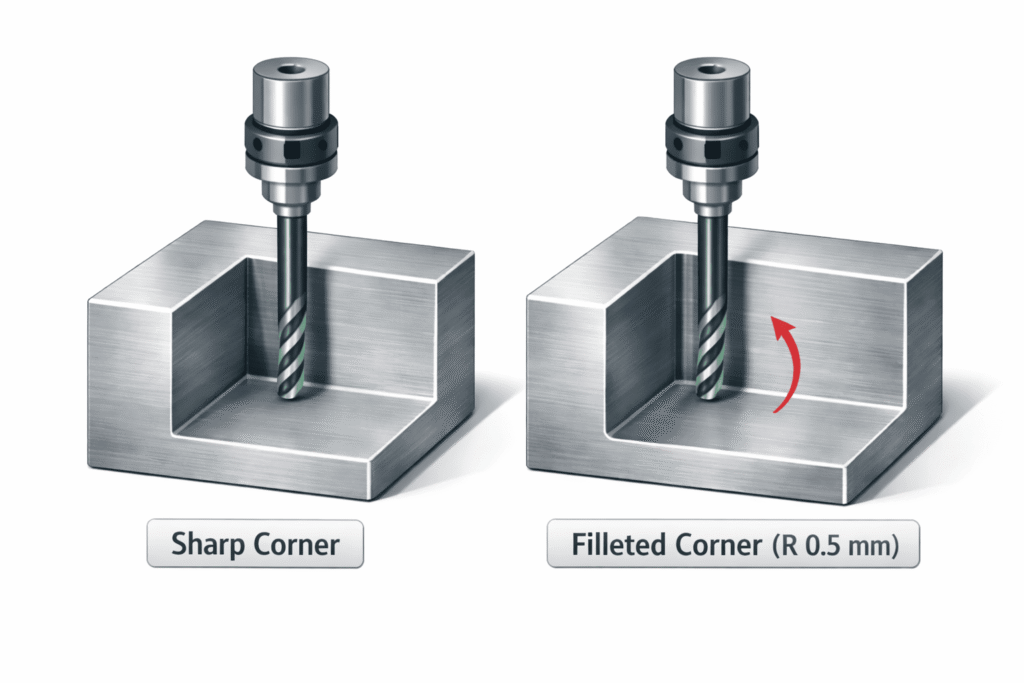
CNC cutting tools are round, which means perfectly sharp internal corners cannot be machined directly.
Designs that require sharp corners often force secondary processes like EDM or manual finishing.
Best practices
- Use internal radii larger than the tool radius
- Prefer standard radius values
- Increase corner radii whenever the design allows
Larger radii simplify toolpaths and reduce machining time.
5. Reduce the Number of Setups
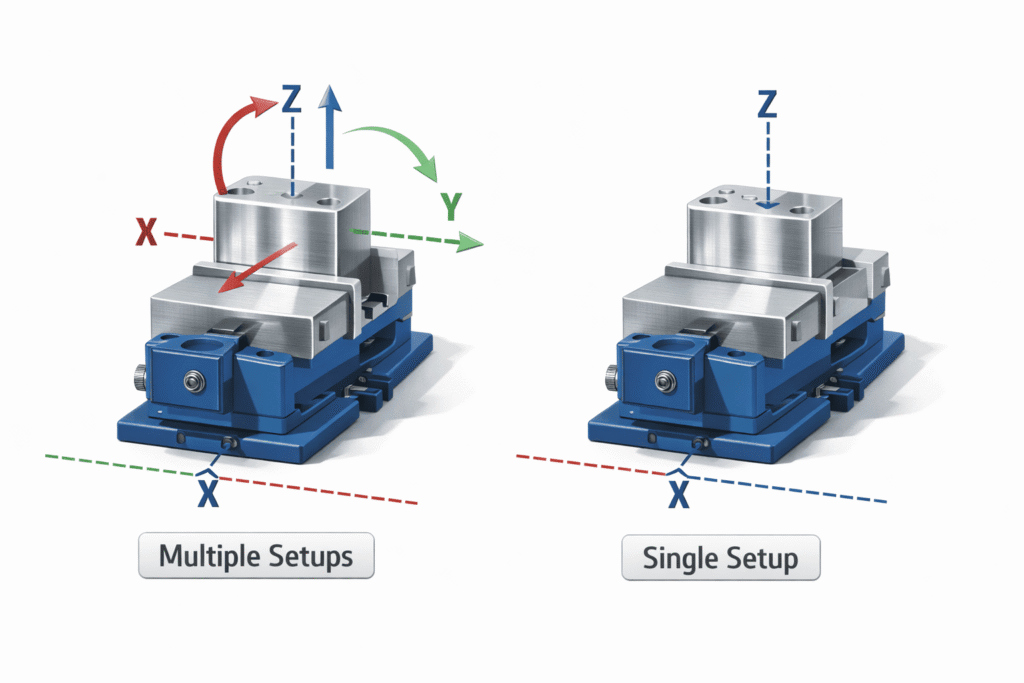
Each setup requires repositioning the part in the machine. Multiple setups increase labor time and the risk of alignment errors.
Best practices
- Design parts so they can be machined in as few setups as possible
- Align critical features in the same machining direction
- Avoid features that require flipping the part multiple times
Minimizing setups improves accuracy and reduces manufacturing cost.
6. Avoid Thin Walls
Thin walls tend to vibrate during machining, which causes poor surface finish and dimensional inaccuracies.
Best practices
- Maintain minimum wall thickness depending on the material
- A common guideline is ≥1 mm for aluminum
- Add ribs or structural features instead of reducing wall thickness
Stronger walls produce better quality parts and reduce scrap.
7. Limit Thread Depth
Deep threads increase tapping time and raise the risk of tool breakage.
In most applications, additional thread depth does not significantly increase strength.
Best practices
- Thread depth should be 1–1.5× the fastener diameter
- Use through holes when possible
- Avoid unnecessary deep blind threads
Shorter threads reduce machining time and improve reliability.
8. Choose Machinable Materials
Material selection strongly affects machining speed, tool wear, and overall production cost.
Some materials require slower cutting speeds or frequent tool replacements.
Best practices
- Use materials such as aluminum, brass, or mild steel when possible
- Avoid unnecessarily hard alloys
- Consider machining properties during material selection
Choosing the right material can significantly reduce machining time.
9. Use Consistent Feature Sizes
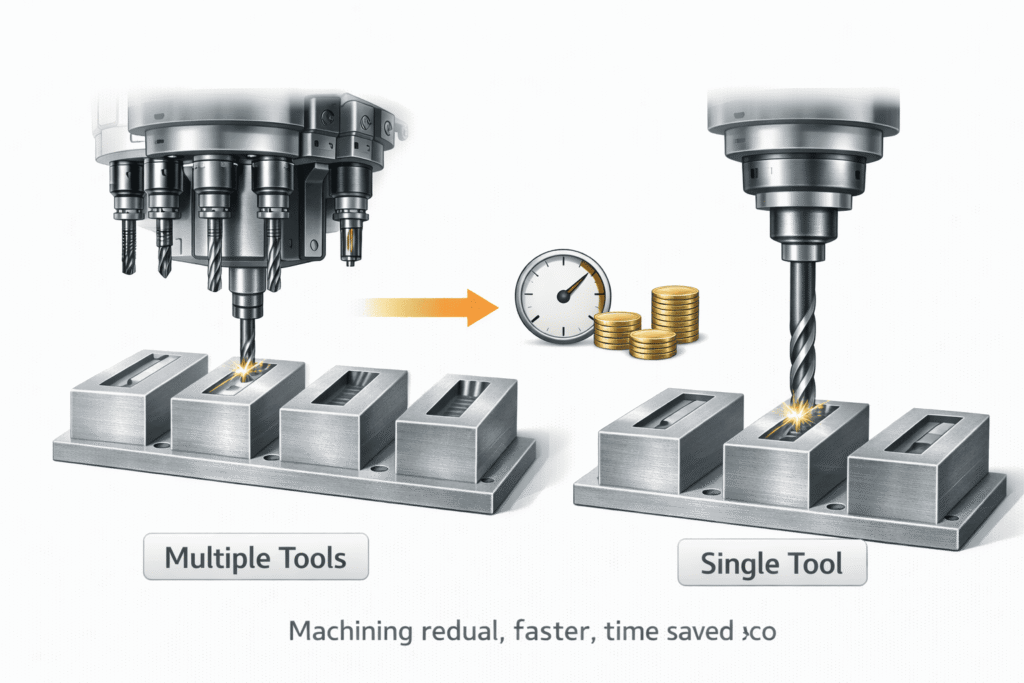
Designs with many different feature sizes require multiple cutting tools.
Each tool change increases machining time and complexity.
Best practices
- Standardize hole sizes
- Reuse the same fillet radii across the design
- Maintain consistent pocket depths
Consistency allows machinists to use fewer tools and faster toolpaths.
10. Clearly Communicate Design Intent
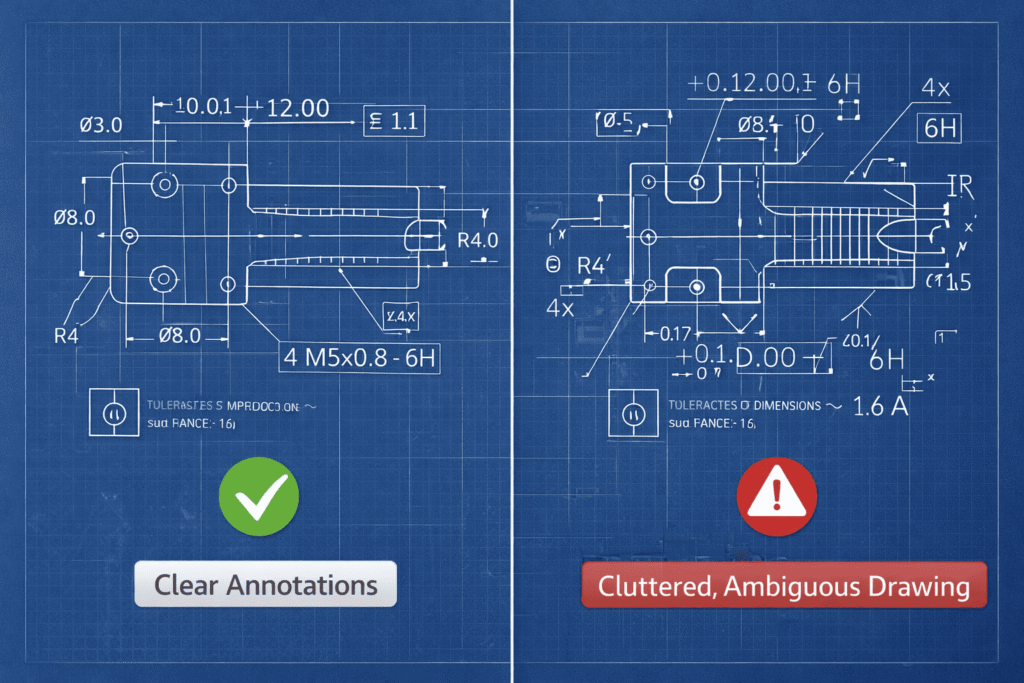
Ambiguous drawings lead to manufacturing delays and costly mistakes.
Clear documentation helps machinists understand exactly which features are critical.
Best practices
- Use GD&T only where function requires it
- Identify cosmetic versus functional surfaces
- Add notes for finishes or special requirements
Better communication reduces production errors and speeds up manufacturing.
Final Thoughts
Applying DFM for CNC machining early in the design process can significantly reduce cost and production lead time. Engineers who design with manufacturing constraints in mind produce parts that are easier to machine, more reliable, and faster to scale into production.
If you are developing a new product and want to ensure your parts are optimized for manufacturing, professional design support can make a major difference. Contact us to help refine designs, build prototypes, and optimize parts for efficient production.
For additional CNC machining design guidelines, Autodesk also provides useful insights into machining design considerations in their engineering resources:
https://www.autodesk.com/products/fusion-360/blog/cnc-machining-design-tips/